01
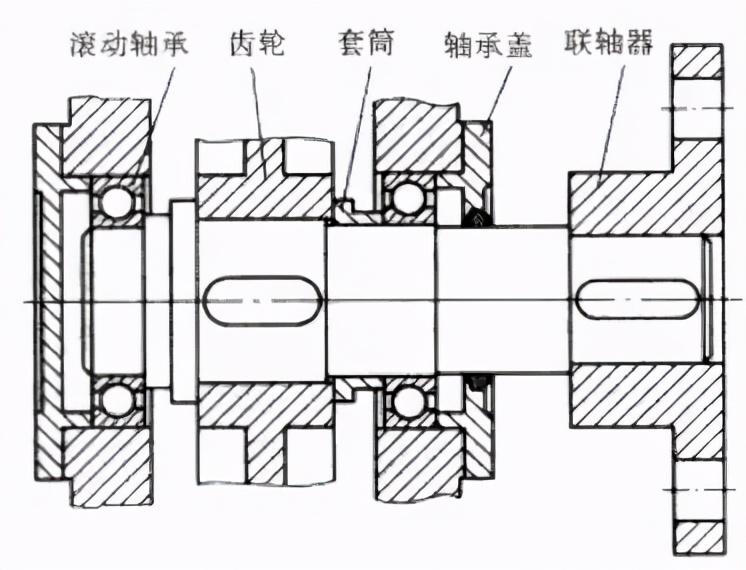
轴的结构组成
轴头:轴上与旋转零件配合的轴段
轴颈:轴上与轴承配合的轴段
轴身:轴上连接轴头与轴颈的非配合部分
轴肩(或轴环):为了轴向固定零件所加工的阶梯

02
轴上结构的功能
03
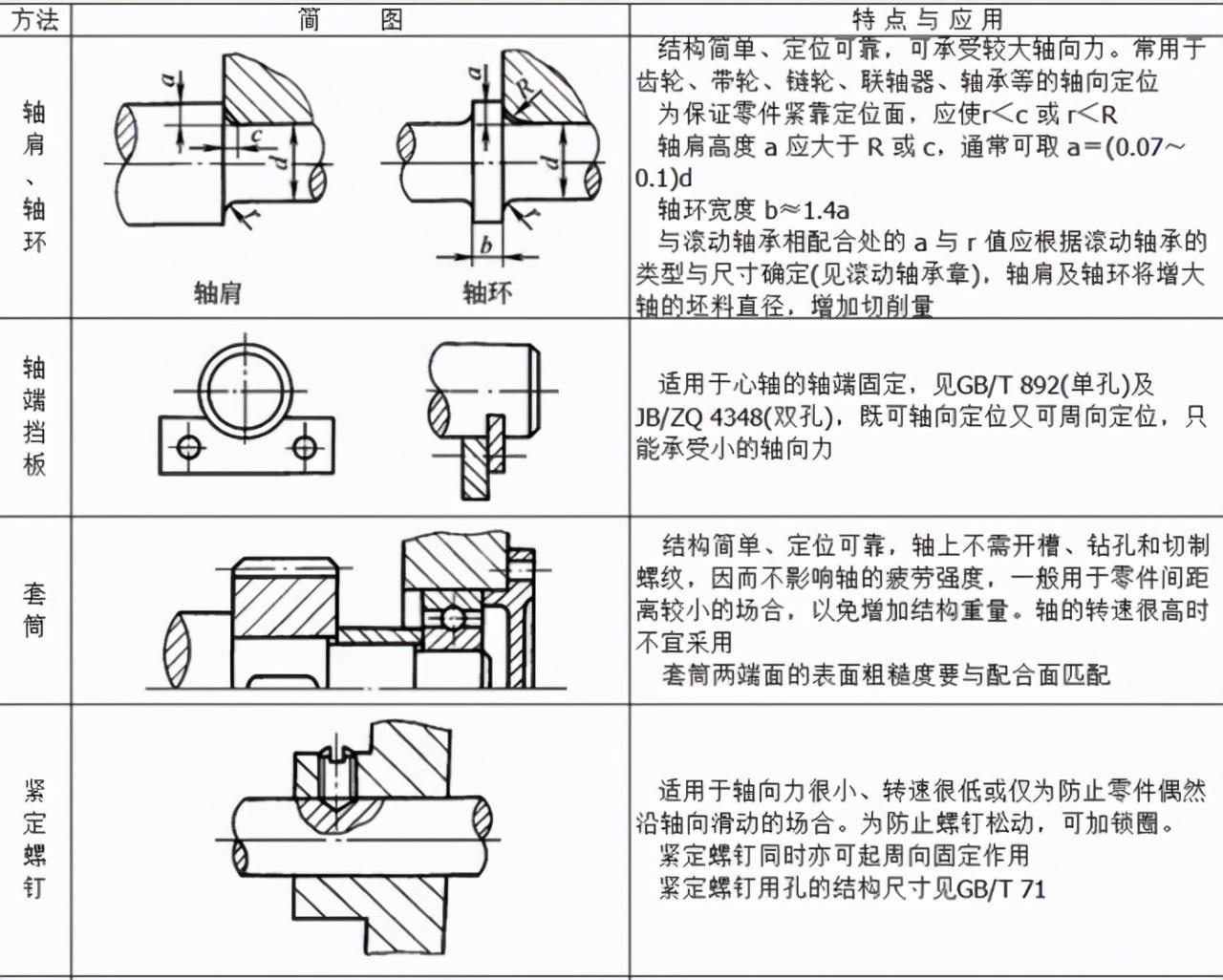
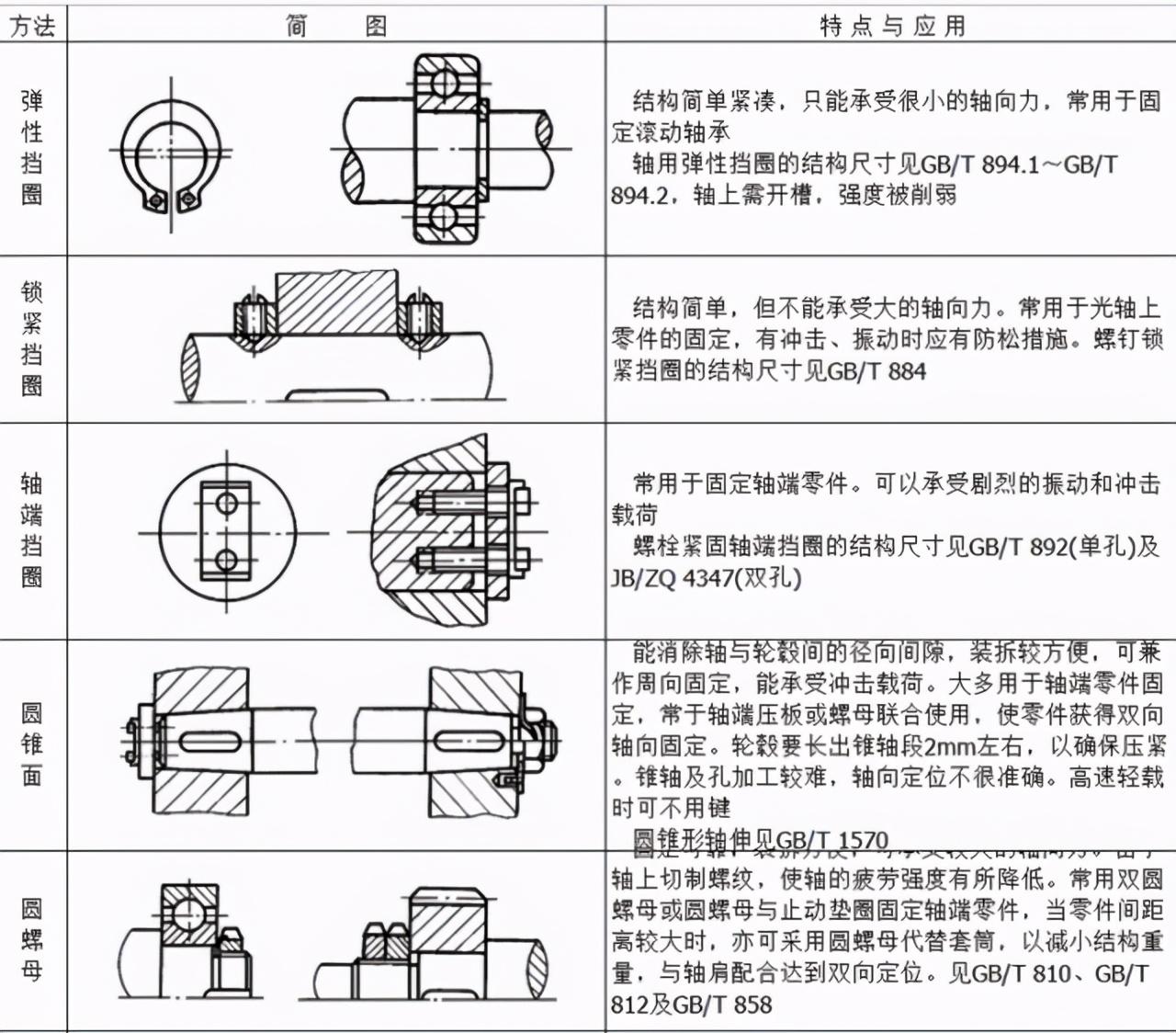
轴向定位方式
04
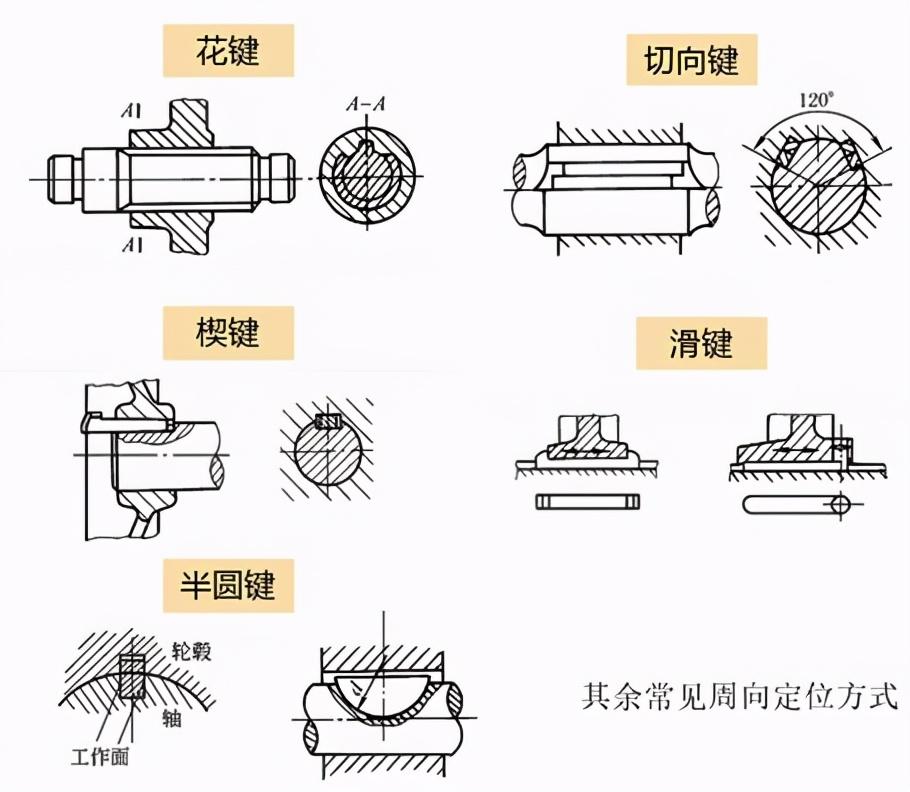
周向定位方式

05
各轴段直径的确定
1,各轴段所需的直径与轴上载荷大小有关。初步求出的直径作为承受扭矩的轴段的最小直径,然后再按轴上零件的装配方案和定位要求,从最小直径处逐一确定各段轴的直径。
2,轴的各段配合直径d应符合标准尺寸(GB/T 2822—2005),而与滚动轴承、联轴器、油封等标准件配合的轴径应符合标准件的直径系列。
06
各轴段长度的确定
1,为保证和传动件轴向固定,轴与传动件轮毂相配部分的长度一般比轮毂长度短1—3mm。
2,考虑转动零件与静止零件之间必须有一定的间隙。
07
轴的结构工艺性
1,为了便于轴上零件的装拆,一般轴都做成从轴端逐渐向中间增大的阶梯状。
2,装零件的轴端应有倒角,需要磨削的轴端有砂轮越程槽,车螺纹的轴端应有退刀槽;为便于加工,应使轴上直径相近处的圆角、倒角、键槽、退刀槽和越程槽等尺寸一致。
3,同一轴上不同轴段的键槽应设置在轴的同一母线上,减少加工装夹次数。
4,为了便于轴上零件的装配和去除毛刺,轴及轴肩端部一般均制出45°的倒角。过盈配配合轴段的装入端常加工出半锥角为30°的导向锥面。
5,若各轴段具有较高同轴度,在轴两端开设中心孔。
6,若滚动轴承的轴向定位采用定位轴肩,则在定位轴肩处应设置砂轮越程槽;非定位轴肩是为了加工和装配方便而设置,一般取为1~2mm。
7,滚动轴承内圈的定位轴肩或定位套筒的定位高度必须低于轴承内圈端面的高度。